



Сварка нержавеющей стали марки 310 для начинающих
23-мая-2025, 21:20 184 0
Нержавеющая сталь марки 310 — это уникальный металл, который выдерживает экстремальные температуры и используется в печах, котлах и выхлопных системах. Она прочная, устойчивая к коррозии, но сварка этой стали требует внимания, особенно для новичков. Неправильная техника может привести к горячим трещинам — дефектам, которые ослабляют шов. В этой статье мы подробно разберем, что такое сталь 310, её характеристики, аналоги и как сваривать её без ошибок. Все советы простые, с примерами и фактами, чтобы вы могли уверенно начать работу. Погрузимся в мир сварки нержавейки 310!
Что такое нержавеющая сталь 310?
Нержавеющая сталь 310 — это аустенитная жаропрочная сталь, разработанная для работы при высоких температурах. Её состав включает:
Хром: 24–26% (защищает от коррозии).
Никель: 19–22% (обеспечивает прочность и жаростойкость).
Углерод: до 0,25% (увеличивает прочность, но усложняет сварку).
Марганец: до 2% (улучшает структуру).
Кремний: до 1,5% (повышает устойчивость к окислению).
Физические характеристики:
Плотность: 7,83–7,84 г/см³.
Температура плавления: 1400–1450°C.
Максимальная рабочая температура: 1150°C (в окислительной среде), 1000°C (в восстановительной).
Удельное сопротивление: 0,78 мкОм·м.
Твердость по Бринеллю: около 172 HB.
Сталь 310 устойчива к окислению и коррозии, но в диапазоне 600–800°C склонна к охрупчиванию из-за образования сигма-фазы. При температуре выше 1050°C начинается интенсивное образование окалины.
Применение:
Печи и котлы.
Теплообменники и турбины.
Выхлопные системы автомобилей.
Установки для конверсии метана и пиролиза.
Аналоги:
Российский: 20Х23Н18 (по ГОСТ 5632-2014).
Европейский: X15CrNiSi25-21 (EN 10095).
Японский: SUS 310 (JIS G4303).
Низкоуглеродистая версия: AISI 310S (с углеродом до 0,08%).
AISI 310S сваривается лучше благодаря низкому содержанию углерода, но AISI 310 чаще используется в высокотемпературных конструкциях.
Почему сварка стали марки 310 сложна?
Сварка нержавеющей стали 310 требует осторожности из-за её состава. Высокое содержание углерода (до 0,25%) и хрома делает швы склонными к горячим трещинам — дефектам, которые появляются при температуре выше 1000°C. Эти трещины ослабляют соединение и снижают коррозионную стойкость.
Основные сложности:
Образование карбидов хрома (Cr₂₃C₆) в зоне нагрева (500–800°C), что делает металл хрупким.
Термические напряжения из-за неравномерного нагрева и охлаждения.
Примеси (сера, фосфор до 0,03%) создают слабые пленки в шве.
Для новичков важно освоить правильную технику и выбрать подходящее оборудование, чтобы избежать этих проблем.
Основы ручной дуговой сварки (ММА)
Ручная дуговая сварка (ММА) — самый доступный метод для начинающих. Она использует сварочный аппарат и электроды, которые плавятся под действием электрической дуги. Этот метод популярен для стали 310, так как оборудование недорогое (от 5000 рублей), а электроды легко найти.
Принцип работы ММА:
Электрод подключается к сварочному аппарату.
Дуга (температура до 7000°C) возникает между электродом и металлом.
Электрод и края детали плавятся, образуя сварочную ванну.
Расплав застывает, формируя шов.
Преимущества ММА:
Простота и доступность.
Подходит для работы на улице.
Не требует сложного оборудования.
Недостатки:
Риск перегрева стали 310.
Необходимость чистки шва от шлака.
Причины горячих трещин при сварке стали 310
Горячие трещины — главная проблема при сварке стали 310. Они появляются в шве или зоне термического влияния (ЗТВ) из-за особенностей металла. Вот три основные причины:
Сенсибилизация
При нагреве до 500–800°C углерод соединяется с хромом, образуя карбиды хрома. Они оседают на границах зерен металла, делая их хрупкими. При остывании металл трескается в этих слабых местах.Термические напряжения
Шов нагревается до 1500°C, а края остаются холоднее. Неравномерное охлаждение создает напряжения, которые разрывают ослабленный металл, особенно если есть карбиды.Примеси
Сера и фосфор (до 0,03%) образуют жидкие пленки в шве. Они застывают позже основного металла, создавая слабые зоны, которые трескаются при сжатии.
Эти проблемы можно минимизировать, следуя правильной технике сварки.
Как сваривать сталь марки 310 без трещин: 8 советов
Чтобы получить прочный шов без дефектов, следуйте этим рекомендациям. Каждый совет объяснен просто, с примерами для новичков.
Ограничивайте нагрев
Держите температуру между проходами ниже 150°C. Используйте контактный термометр или ждите 5–10 минут после каждого слоя. Это предотвращает образование карбидов хрома.
Совет: Осторожно обдуйте шов сжатым воздухом, но не переохлаждайте.Используйте короткую дугу
Держите электрод на расстоянии 1–2 мм от металла. Короткая дуга снижает нагрев ЗТВ, уменьшая риск трещин.
Совет: Если дуга гудит ровно, вы всё делаете правильно.Выбирайте правильные электроды
Используйте электроды с основным покрытием: ОК 61.85, ОЗЛ-6 или ESAB OK 67.60. Диаметр 2,5–3,2 мм подходит для большинства задач. Прогрейте влажные электроды при 300°C около часа.
Совет: Храните электроды в сухой коробке.Применяйте многослойную сварку
Для деталей толще 6 мм делайте 2–4 прохода: корневой, заполняющие и косметический. Это распределяет тепло и снижает напряжения.
Совет: Убирайте шлак щеткой из нержавейки после каждого слоя.Очистите поверхность
Удалите грязь, масло и ржавчину щеткой из нержавеющей стали и ацетоном. Чистый металл снижает риск примесей в шве.
Совет: Работайте в перчатках, чтобы не оставить следов.Настройте ток
Используйте постоянный ток обратной полярности (электрод на плюс). Ток: 50–70 А для электрода 2,5 мм, 80–100 А для 3,2 мм. Слишком высокий ток перегревает сталь.
Совет: Проверьте настройки на обрезке металла.Контролируйте скорость
Сваривайте со скоростью 10–15 см/мин. Слишком быстрая сварка дает слабый шов, а медленная перегревает металл.
Совет: Двигайте электрод плавно, как рисуете линию.Применяйте термообработку
После сварки нагрейте деталь до 1050–1150°C и быстро охладите водой. Это растворяет карбиды и снимает напряжения. Если печи нет, сваривайте аккуратно.
Совет: Для важных деталей обратитесь в мастерскую.
Эти шаги помогут вам освоить сварку стали 310 с помощью современных технологий и избежать трещин.
Практические примеры сварки
Вот два примера для начинающих, чтобы применить советы на практике:
Сварка листа 4 мм
Электрод: ОЗЛ-6, 2,5 мм.
Ток: 50–60 А, обратная полярность.
Техника: Один проход, дуга 1–2 мм, угол 70–80°, скорость 12 см/мин.
Результат: Ровный шов без трещин.
Совет: Если шов неровный, главное — сплошное соединение.
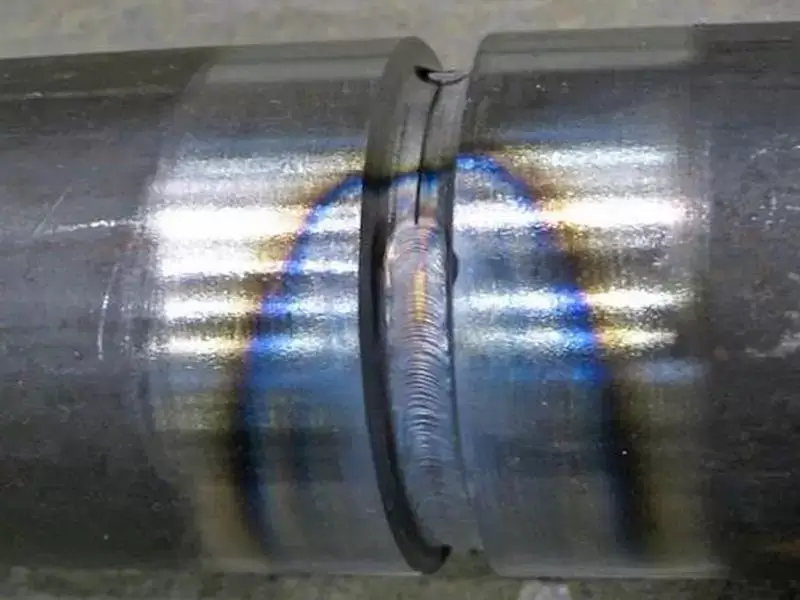
Сварка трубы 10 мм
Электрод: ОК 61.85, 2,5 мм (корневой), 3,2 мм (остальные).
Ток: 60 А (корневой), 90 А (заполняющий), 80 А (косметический).
Техника:
Корневой проход: Тонкий шов.
Заполняющий: Перекрытие 50–70%.
Косметический: Для гладкости.
Температура: Остывание до 120°C между слоями.
Результат: Прочный шов для высоких температур.
Совет: Убирайте шлак осторожно.
Оборудование и безопасность
Для сварки стали 310 нужно надежное оборудование и защита. Вот что пригодится:
Сварочный аппарат: Инвертор (Ресанта, Сварог) с постоянным током.
Электроды: ОК 61.85, ОЗЛ-6, 2,5–3,2 мм.
Защитное снаряжение:
Маска с затемнением 9–13 DIN.
Перчатки и куртка из негорючей ткани.
Респиратор от токсичных паров.
Вентиляция: Работайте на улице или с вытяжкой.
Безопасность:
Не смотрите на дугу без маски — это вредит глазам.
Не трогайте горячий металл.
Обеспечьте хорошую вентиляцию.
Почему новичкам стоит изучить технологию сварку стали 310?
Сварка нержавеющей стали 310 — это ценный навык, который открывает двери в промышленность. Вы сможете:
Ремонтировать выхлопные системы и котлы.
Работать с жаропрочными конструкциями.
Избежать ошибок благодаря простым правилам.
Создавайте прочные швы!
Сварка нержавеющей стали 310 — это вызов, но с правильным подходом даже новичок справится. Используйте короткую дугу, подходящие электроды, контролируйте температуру и очищайте металл. Практикуйтесь, и ваши швы станут надежными и красивыми. Читайте наши статьи о сварке и материалах, чтобы стать профессионалом! Удачи и крепких соединений!







Комментарии
all-
цитироватьТестируйте на 18 версии у кого есть возможность) если что подправим

 честно нет времени вообще. Ну вы еще ждёте?)) Я обновил, пробуйте
честно нет времени вообще. Ну вы еще ждёте?)) Я обновил, пробуйте
-
цитироватьТимофей, Мой взгляд, тогда у людей была Родина, было за что сражаться... и не важно какой был отдан приказ.... взять любой ценой... у меня два деда и две бабки были .. прошли всё это... они сделали это ради нас ... за нашу Родину!!! А наша Родина это наша Родина!

admin
27 мая 2025 21:56